
by Hans Chr. Wolter
 Although you have not had any apprenticeship in professional molding, it is affordable to understand how finely constructed molds can throw a multitude of benefits. The benefits of mold molding and models themselves are naturally associated with mold building. When using own molds, the castings become items that cannot be purchased on the market, they can meet exactly the desired needs, and one can dispose of mass effects of figures within an affordable framework.
Although you have not had any apprenticeship in professional molding, it is affordable to understand how finely constructed molds can throw a multitude of benefits. The benefits of mold molding and models themselves are naturally associated with mold building. When using own molds, the castings become items that cannot be purchased on the market, they can meet exactly the desired needs, and one can dispose of mass effects of figures within an affordable framework.
Material requirements:
Single metals or alloy
heating Source
Wood or masonite plates
melting pot
talc
Screw fingers or elastic
Cleansing with hole
gloves
Wire cutters
Process
If a lot of time has been sacrificed on the construction of the mold, and subsequently the self-cast castings have to be carefully painted, it will be a very short-term policy to save on the metal quality.
Too little metal quality gives poor and inaccurate moldings, and it will bring a risk that one day suddenly, oxidized rashes break through the painted surface of the figures.
A standard alloy that both meets the requirement of “drawing fine” in the details and at the same time incorporating a form of guarantee against “pest” in the figures can be composed of 3 parts 60% tin and 1 part print metal.
The printing metal, also known as printing lead or typeats, contains antimony, whose properties are instrumental in making the moldings fine and durable. Now one can of course vary his alloys – for example, it is not necessary to use as much tin as when the body is very solid. However, if you stick to this standard alloy and if you hit a temperature of 300 degrees Celsius, the casting can only be good. With an unsuitable alloy and at too high a temperature, the figure quality will simply be too small.
The alloy can be made in advance or the ingredients can only be prepared. One approach is to use an old cast iron apple slice pan to prepare the alloy components. This can be done in such a way that a large portion of 60% tin is melted in a spacious iron pan. Then the tin is poured with a pot spoon or the like into the apple slice pan.
Similarly, the type metal is made. The hemispheres are kept separate in the two types and assembled in the right ratio 3: 1 when desired.
Some wood or masonite plates are formed in appropriate dimensions so that they can be held firmly on the outside of the two molds.
A dessert dish is drilled in the middle and is cut flat at the tip, thus providing a suitable cleaning tank for skimming impurities in the liquid metal.
Heating
Several sources of heating are possible: natural gas, primus and electricity are the most readily available. For example, natural gas is suitable when, for alloys, larger amounts of metal are to be melted in pots. Basically, there are several ways to heat the metal up before it is poured into the mold. It can be heated in a pot, in which case a spoon can be used for pouring into the mold. A crucible of, for example, iron or copper can be placed directly on the heat source.
Or an electric crucible may prove to be the solution because of its constant temperature performance.
When one is unable to calculate the temperature, it is advantageous to invest in a thermometer that can measure temperatures up to 400 degrees Celsius.
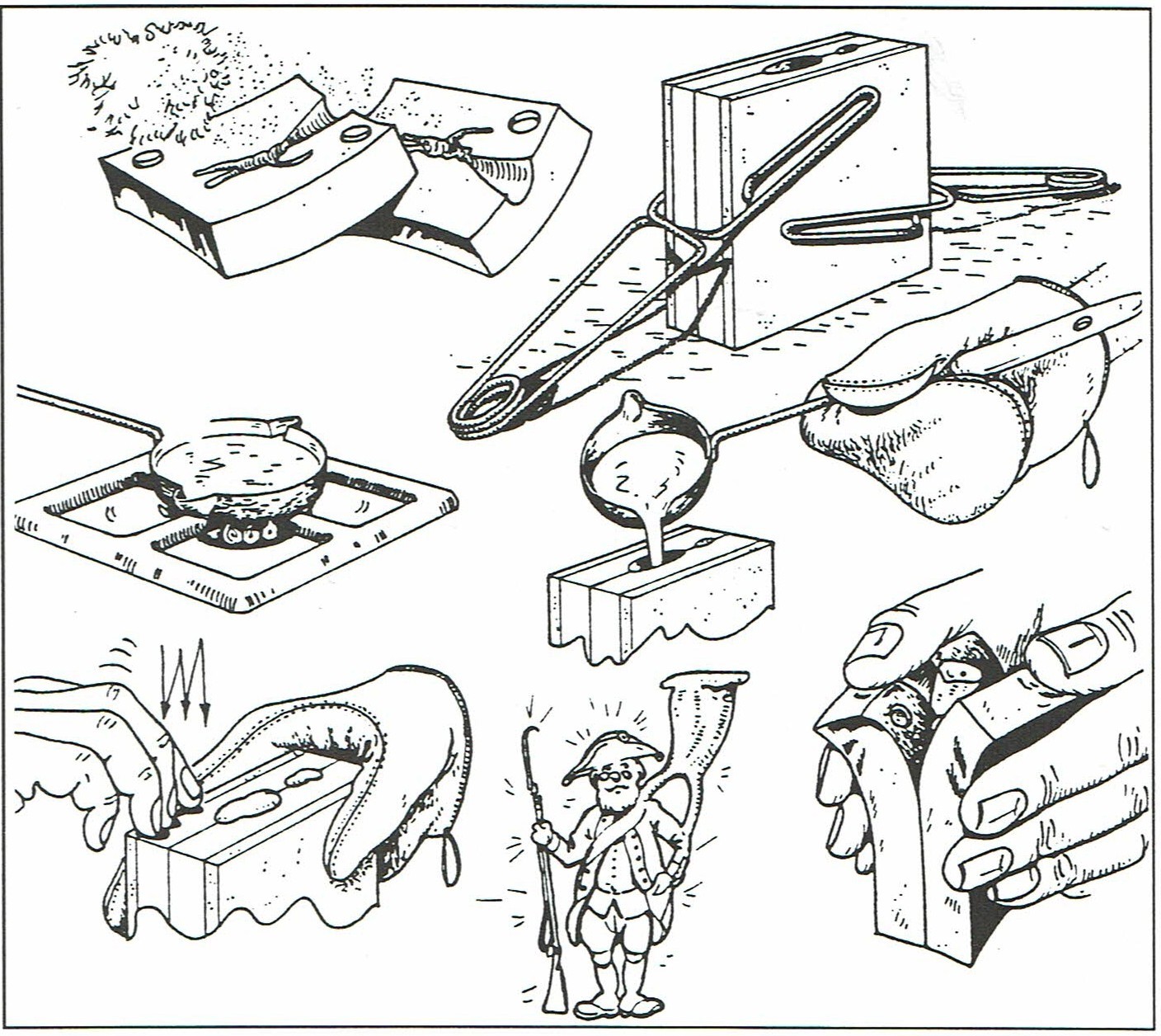
Preparations
In order to protect the mold and at the same time obtain good moldings, the two molds are sanded with talc before each molding. Practically, it is for the purpose of using an old lunch box with a lid or the like and filling it with talc and a cotton wool for use at the powdering.
The formed wood or masonite plates are laid on the two sides of the mold, the mold is held together by either elastics or clamps. But of course, it must not be tightened so hard that the mold is deformed and thus gives an unsatisfactory cast.
The mold is placed firmly without the risk of tipping over during the pouring.
Safety
With a metal temperature of about 300 degrees Celsius, one must of course use his common sense. The work requires appropriate clothing, including gloves and discipline with regard to children’s presence.
Shapes can become very hot when used repeatedly. They can easily hold onto it and usually do not require cooling. In any case, you have to be warned against experimenting with water cooling. If there is only one drop of water inside the mold when metal is poured down, the water will look into some form of explosion movement.
Casting
When the alloy is brought up to the working temperature (for example, 300 degrees Celsius), it is well stirred with the formed cleaning cloth and the impurities from the surface are continuously removed.
To ensure quality, it is very important that the metal is kept as clean as possible.
With good weight, the metal is poured into the mold, which is preferably vibrated, while the metal is still liquid.
It is advisable to have several molds running when molded. Thus, it is self-evident that the individual form is allowed to stand for a long time before it is opened. If the mold halves are separated from each other too quickly, when the metal only appears to have solidified, the item will have a vulnerable consistency and may break more or less.
The bidet can be used to grasp the casting cone, lift the figure out of the mold and bite off the excess metal that can return to the crucible.
Moreover, the abrasion resistance of a mold well treated with talc and not exposed to temperatures far in excess of 300 degrees Celsius will be significant; and several hundred casts will be able to be taken without putting their mark.