
af Hans Chr. Wolter
 Selvom man ikke har udstået nogen læretid i professionel støbning, er det overkommeligt at sætte sig ind i, hvordan fint opbyggede forme kan kaste et mangefold udbytte af sig. Fordelene ved selv at støbe figurer og modeller hænger naturligt sammen med det at bygge forme. Ved brug af egne forme bliver afstøbningerne til emner, der ikke kan købes på markedet, de kan opfylde præcis de ønskede behov, og man kan inden for en økonomisk overkommelig ramme disponere med massevirkning af figurer.
Selvom man ikke har udstået nogen læretid i professionel støbning, er det overkommeligt at sætte sig ind i, hvordan fint opbyggede forme kan kaste et mangefold udbytte af sig. Fordelene ved selv at støbe figurer og modeller hænger naturligt sammen med det at bygge forme. Ved brug af egne forme bliver afstøbningerne til emner, der ikke kan købes på markedet, de kan opfylde præcis de ønskede behov, og man kan inden for en økonomisk overkommelig ramme disponere med massevirkning af figurer.
Materialebehov:
-
- Enkeltmetaller eller legering
- Opvarmningskilde
- Træ- eller masoniteplader
- Smeltedigle
- Talkum
- Skruetvinger eller elastikker
- Renseske med hul
- Handsker
- Bidetang
Forarbejde
Er der først ofret megen tid på opbygning af form, og skal de selvgjorte støbninger efterfølgende omhyggeligt bemales, vil det være en meget kortsigtet politik at spare på metalkvaliteten .
En for ringe metalkvalitet giver dårlige og upræcise støbninger, og den vil bringe en risiko med sig for, at der en dag pludselig bryder iltede udslæt gennem den malede overflade på figurerne.
En standardlegering, der både opfylder kravet om at “tegne fint” i detaljerne og samtidig har indbygget en form for garanti mod “pest” i figurerne kan sammensættes af 3 dele 60% tin og 1 del printmetal.
Printmetallet, der også kaldes bogtrykkerbly eller typesats, indeholder antimon, hvis egenskaber er medvirkende til at gøre støbningerne fine og bestandige. Nu kan man naturligvis variere sine legeringer – for eksempel er det ikke nødvendigt at anvende helt så meget tin, når korpus er meget solidt. Holder man sig imidlertid til denne standardlegering, og rammer man en temperatur på 300 grader celsius, kan støbningen kun blive god. Ved en uegnet legering og ved en for høj temperatur vil figurkvaliteten ganske enkelt blive for ringe.
Legeringen kan laves på forhånd, eller bestanddelene kan blot klargøres. En fremgangsmåde er at bruge en gammel æbleskivepande af støbejern til klargøring af legeringens bestanddele . Det kan ske på den vis, at en stor portion 60% tin smeltes i en rummelig jerngryde. Derefter hældes tinnet med en potageske eller lignende over i æbleskivepanden.
Tilsvarende gøres med hensyn til typemetallet. Halvkuglerne holdes adskilt i de to typer og sammensættes i det rette forhold 3:1, når det ønskes.
Nogle træ- eller masoniteplader tildannes i passende mål, således at de kan holdes fast på ydersiden af de 2 form.halvdele.
En dessertske bores midt igennem og skæres plan i spidsen, hvorved man får en velegnet renseske til afskumning af urenheder i det flydende metal.
Opvarmning
Flere opvarmningskilder er mulige: naturgas, primus og elektricitet er de lettest tilgængelige. For eksempel er naturgas velegnet, når der til legeringer skal smeltes større mængder metal i gryder. Grundlæggende er der flere måder at varme metallet op på, før det hældes i formen. Det kan varmes op i gryde, og i så fald kan en ske bruges til ophældning i formen. En smeltedigle af for eksempel jern eller kobber kan blive placeret direkte på varmekilden.
Eller en elektrisk smeltedigle kan vise sig at være løsningen på grund af sin konstante temperatur ydelse .
Når man ikke er i stand til at beregne temperaturen, er det en fordel at investere i et termometer, som kan måle temperaturer op til 400 grader celsius.
Klargøring
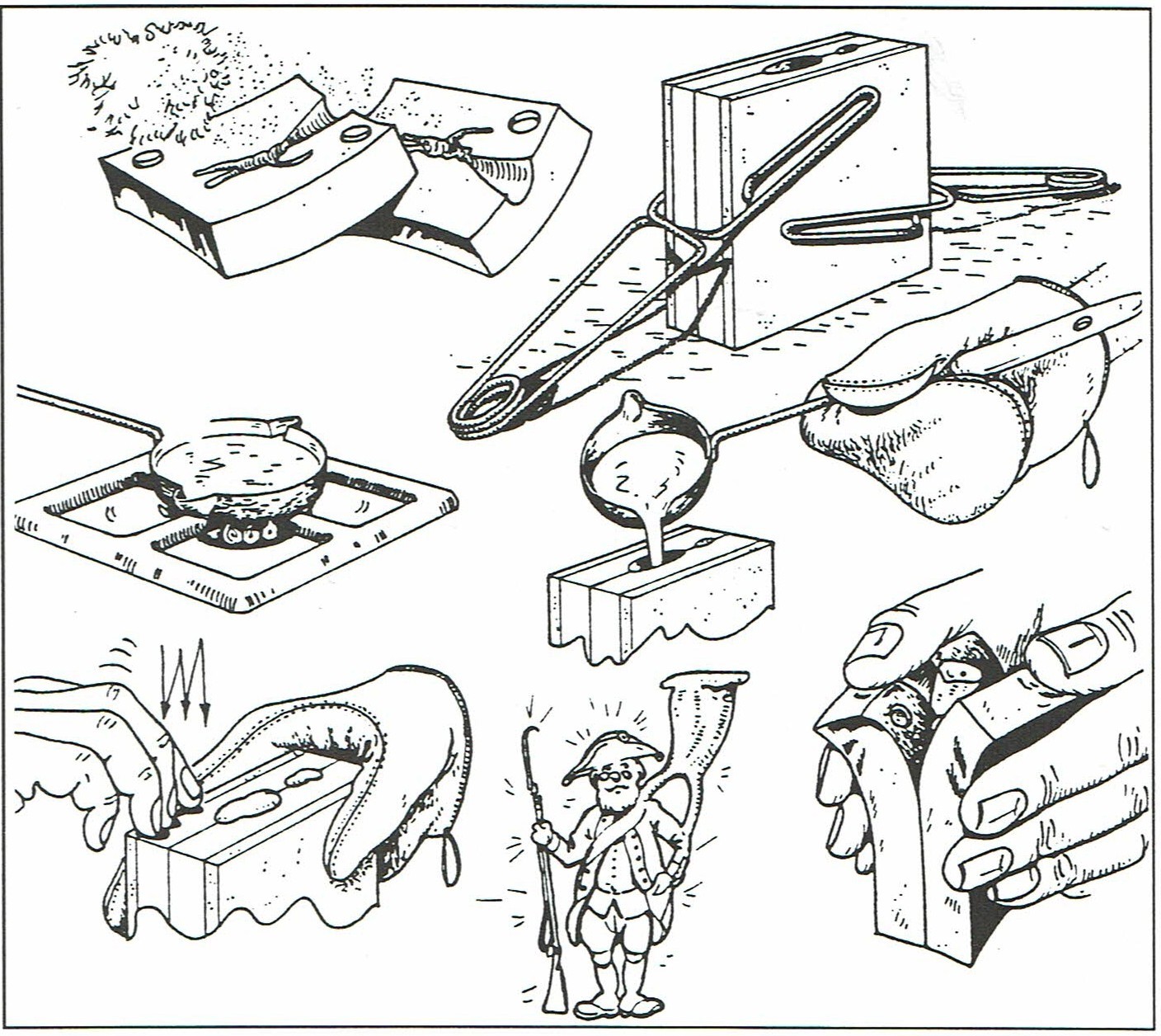
For at beskytte formen og samtidig opnå gode støbninger, pudres de to form.halvdele med talkum før hver støbning. Praktisk er det til det formål at bruge en gammel madkasse med låg eller lignende og fylde den med talkum og et stykke vat til brug ved pudringen.
De tildannede træ- eller masoniteplader lægges på de to sider af formen, formen holdes sammen af enten elastikker eller skruetvinger. Men der må naturligvis ikke strammes så hårdt, at formen deformeres og derved giver en utilfredsstillende afstøbning.
Formen placeres solidt uden risiko for at vælte under ihældningen.
Sikkerhed
Med en metaltemperatur på omkring 300 grader celsius skal man naturligvis bruge sin sunde fornuft. Arbejdet tilsiger hensigtsmæssig beklædning, herunder handsker og disciplin med hensyn til børns tilstedeværelse.
Forme kan blive meget varme, når de anvendes gang på gang. De kan sagtens holde til det og fordrer almindeligvis ikke afkøling. I al fald må der advares mod at eksperimentere med vand afkøling. Er der bare en dråbe vand inde i formen, når der hældes metal ned, vil vandet søge ud i en form for eksplosion bevægelse .
Støbning
Når legeringen er bragt op på arbejdstemperaturen (for eksempel 300 grader celsius), røres den godt igennem med den tildannede renseske, og urenhederne fra overfladen fjernes løbende.
For at sikre kvaliteten er det meget vigtigt, at metallet holdes så rent som overhovedet muligt.
Med god tyngde hældes metallet i formen, som gerne vibreres, mens metallet endnu er flydende.
Det er hensigtsmæssigt at have flere forme i gang, når der støbes. Derved giver det sig selv, at den enkelte form får lov til at stå tilpas længe, før den åbnes. Skilles formhalvdelene for hurtigt fra hinanden, når metallet kun tilsyneladende er størknet, vil emnet nemlig have en sårbar konsistens og kunne gå mere eller mindre i stykker.
Bidetangen er velegnet til at gribe fat i støbekeglen, at løfte figuren ud af formen og at bide det overflødige metal af, som kan gå retur til smeltediglen.
Slidstyrken for en form, der behandles godt med talkum og ikke udsættes for temperaturer, som langt overstiger de 300 grader celsius, vil i øvrigt være betydelig; og flere hundrede afstøbninger vil kunne tages, uden de sætter deres præg.